The Goal
- 26 Feb, 2026
Tác giả: Eliyahu M. Goldratt & Jeff Cox
Đây là cuốn tiểu thuyết về hệ thống và sản xuất hay nhất từng đọc, mặc dù đã ghi lại nhưng khi đọc lại rất khó có điểm neo nhưng khi hiểu lại theo đúng bối cảnh thì rất dễ hình dung ra cách tiếp cận tổng quát của tác giả.
Mục tiêu (The Goal) = “Kiếm Tiền”
~ ROI, CashFlow, Profit: tiêu chí truyền thống
- Chi phí có phải mục tiêu không ?
- Con người có phải là mục tiêu không ?
- Chất lượng có phải là mục tiêu không ?
- Hiệu suất có phải là mục tiêu không ?
- Năng suất có phải là mục tiêu không ?
Năng suất = Hành động giúp công ty đến gần hơn với “Mục Tiêu”. Bất cứ hành động nào không giúp công ty đến gần hơn với mục tiêu thì không có năng suất.
Quy tắc điều hành hệ thống (tổ chức)
Với 3 tiêu chí có thể thể hiện mục tiêu làm ra tiền
- Throughput (thông lượng): Tốc độ hệ thống tạo ra tiền thông qua việc bán hàng (không phải thông qua sản xuất).
- Inventory (tồn kho): Tổng số tiền mà một hệ thống đã bỏ ra để mua những thứ với ý định để bán
- Operational expense (Chi phí hoạt động): Tổng số tiền mà hệ thống chi ra để biến tồn kho thành thông lượng
(Không tính giá trị gia tăng sẽ tránh được nhầm lẫn khi đánh giá một đồng tiêu là món đầu tư hay là chi phí)
- Khoản tiền tiêu đi (khấu hao) là chi phí hoạt động
- Khoản tiền đầu tư có thể bán là tồn kho;
Không nên quan tâm việc tối ưu cục bộ
(một bộ phận hoặc một nhà máy), hãy quan tâm về một tổ chức hoàn chỉnh.
- Khi hiệu suất giảm xuống, lãnh đạo lại dựa vào những dự báo tương lai để nhồi việc từ đó tạo ra những tồn kho (đó là sự trả giá). Đừng hy vọng việc thị trường sẽ chiều lòng chúng ta,
Xác định giá trị của sản phẩm = (Tổng các khoản đầu tư trong tồn kho + Tổng chi phí hoạt động)
- Khi chúng ta phấn đầu cho hiệu suất cao, nên nó đã dẫn chúng ta đi ngược với mục tiêu.
Most of the time, your struggle for high efficiencies is taking you in the opposite direction of your goal.
Một nhà máy mà lúc nào mọi người cũng làm việc là một nhà máy không hiệu quả
- Quản lý năng lực sản xuất đây không phải mục tiêu
- Cân bằng nguồn lực đồng nghĩa với việc tiến gần đến phá sản.
Chứng minh toán học: Khi năng lực bị cắt giảm để phù hợp chính xác với nhu cầu thi trường, không nhiều hơn hoặc ít hơn, thì thông lượng giảm, tồn kho tăng dẫn đến chi phí hoạt động tăng.
- Khi giá thành xuất phát từ góc nhìn kế toán: Số liệu sẽ cục bộ, số lượng loạt tối ưu, giá thành sản phẩm, đánh giá tồn kho
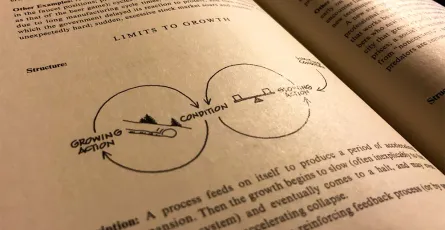
Hiện tượng được gọi là các “sự kiện phụ thuộc”
Sự việc hoặc 1 loạt sự việc phải xảy ra trước khi có một sự việc khác bắt đầu… sự việc tiếp theo phụ thuộc vào sư việc trước đó.
an event, or a series of events, must take place before another can begin … the subsequent event depends upon the ones prior to it.
Điều quan trọng sẽ xuất hiện khi các sự việc phụ thuộc nhau kết hợp với 1 hiện tượng khác gọi là những biến động thông kê
- Loại thông tin có thể xác định chính xác
- Loại thông tin không thể dự đoán chính xác đươc → Các yếu tố quan trọng để điều hành không thể xác định chính xác trước được
lưu ý về sự tác động của chúng với nhau chứ không phải riêng biệt
Ví dụ: Đi bộ đường dài
- Sự kiện phụ thuộc
- Biến đông thống kê: Đi quảng đường 10KM, với tốc độ 2KM/H thì không có nghĩa là luôn đi với tốc đô chính xác như thế ở mọi thời điểm. Tốc độ này biến động theo độ dài của bước chân, sức khoẻ
- Sự tích luỹ của biến động làm giới hạn các khả năng của biến động cao hơn.
- Diễn giải: Thông lượng là tốc độ đi bộ, khoảng cách chính là tồn kho, chi phí chính là thời gian.
Không nên chú ý vào từng vị trí cục bộ và tìm cách hoàn thiện nó, mà nên cố gắng tối ưu hoá toàn bô hệ thống. Một số chỗ phải có năng lực lớn hơn những chỗ khác
Khi chúng ta được bảo làm gì, cuối cùng thì chúng ta cũng sẽ thất bại. Bản thân phải tự nhận thức (tư duy) để làm cho những nguyên tắc sống được
Phân biệt hai nhóm nguồn lực (thiết bị)
- Gọi là cổ chai: bất cứ nguồn lực nào mà năng lực của nó bằng hoặc nhỏ hơn so với nhu cầu đòi hỏi ở nó.
- Nếu lãng phí thời gian tại cổ chai thông lượng của toàn bộ hệ thống sẽ giảm đi.
- Đưa quy trình kiếm soát lên trước cổ chai.
- Sản phẩm cổ chai làm ra 1H tương đương năng lực cả hệ thống làm ra 1H (đồng nghĩa mất đi toàn bộ năng lực).
Chi phí thực của 1 cổ chai = Tổng chi phí của hê thống / số giờ sản xuất của cổ chai.
— Bất cứ chỗ nào có cổ chai thì cần phải kiểm soát để dòng sản phẩm đi qua hệ thống để ra thị trường.
mở rộng: CCR (capacity Constraint Resource)
Không nên cân bằng năng lực với nhu cầu. Việc cần làm là cân bằng dòng sản phẩm đi qua nhà máy với nhu cầu thị trường
từ nhu cầu → xác định mức tại cổ chai: dòng chảy sản phẩm cần hiệu chỉnh nhỏ hơn so với nhu cầu)
Xác định thông qua nhóm các nguồn lực để có tổng số giờ tạo ra sản phẩm để so sánh (giúp biết được năng lực của nguồn lực)
Phân biệt sử dụng nguồn lực và và nguồn lực hoạt động
- Sử dụng một nguồn lực có nghĩa là dùng nó theo cách sẽ đưa hệ thống hướng tới mục tiêu.
- Hoạt động một nguồn lực giống như nhấn bút “ON” ở bảng điều khiển máy; nó sẽ chạy mà không cần biết có thu được lợi gì không.
→ Do đó cho 1 nguồn lực không phải cổ chai vận hành hết công suất là 1 hành động không hiệu quả. (tạo ra tồn kho)
- Một hệ thống có các tối ưu cục bộ hoàn toàn không phải là một hệ thống tối ưu; đó là 1 hệ thống không hiệu quả.
Không được tìm cách tối ưu hoá tất cả nguồn lực trong hệ thống
Hệ thống hoá năng lực dự đoán
- Tìm ra cách cung cấp nguyên liệu cho thành phẩm theo đúng tiến độ mà cổ chai cần từ đó tính ngược lại các quyết đinh cho không cổ chai theo tiến trình gia công của chúng.
Thời gian của vật tư cần trong sản xuất
- Thời gian hiệu chỉnh: thời gian thành phần sản phẩm đợi hiệu chỉnh.
- Thời gian gia công biến đổi sản phẩm
- Thời gian xếp hàng để chuẩn bị gia công → mất nhiều thời gian
- Thời gian chờ đợi các thành phần khác để ráp lại với nhau. → mất nhiều thời gian
Xác định độ lớn của lô hàng theo công thức số lượng lô kinh tế EBQ (Qconomical Batch Quantity)
5 bước tập trung Lý thuyết Ràng buộc
(Theory of Constraints - TOC)
- Xác định các điểm hạn chế của hệ thống
- Quyết định khai thác (các) điểm hạn chế của hệ thống.
- Bố trí mọi thứ khác Lệ thuộc vào quyết định trên.
- Nâng cấp (các) điểm hạn chế của hệ thống
- Cảnh báo. Nếu trong các bước trên, một điểm hạn chế được giải quyết, trờ lại bước 1, nhưng không được để quán tính gây ra một điểm hạn chế khác cho hệ thống
Trât tự của bản chất :tìm tính trật tự của thông tin
- Thông thường
- Không tuân theo lối mòn (rethink)
Đừng trao câu trả lời - hãy đặt câu hỏi.
- Làm thế nào để thuyết phục người khác
- Làm sao bóc đi những lớp dày của thực tiễn thông thường
- Làm sao vượt qua được những lực cản khi thay đổi
Câu chuyện phát triển Lean (Taiichi Ohno)
Chứng minh cho ý tưởng quan trọng: tồn tại sự khác biệt giữa việc ứng dụng và những khái niệm đặt nền tảng cho việc ứng dụng.
- Khái niệm căn bản mang tính phổ quát
- Còn ứng dụng là cách diễn giải những khái niệm căn bản trong môi trường cụ thể.
Chúng ta cần phải ghi nhớ, cách ứng dụng tạo ra những giả thiết về môi trường. Chúng ta không nên trông đợi là một ứng dụng sẽ phát huy hiệu quả trong những môi trường mà ở đó những giả thiết ban đầu không chính xác. Từ đó chúng ta có thể tránh mất công, mất sức và bực mình khó chịu nếu chịu dành thời gian để diễn đạt rõ ràng những giả thiết này.
Giả thiết khắt khe nhất của TPS (Toyota Production System) với một môi trường sản xuất: Đó phải là một môi trường ổn định và đòi hỏi tính ổn định ở ba khía cạnh.
- Môi trường phù hợp và chuyên gia tốt nhất vẫn cần mất nhiều thời gian (TPS được giảng dạy cho các công ty Mỹ mất 6-9 tháng cho 1 dây chuyền)
- Tính ổn định về nhu cầu theo thời gian đối với mỗi sản phẩm. Lean đòi hỏi phải có thùng chứa cố định cho mỗi sản phẩm ở giữa hai trung tâm gia công
Giả sử là thời gian chờ hàng để sản xuất một sản phẩm nào đó là 2 tuần, nhưng nhu cầu đối với sản phẩm đó lai chỉ rải rác; trung bình chỉ có 1 đơn hàng cho sản phẩm trong mỗi mỗi quý. Trước mắt sản phẩm này góp mặt trong kho hàng bán thành phẩm chỉ 2 tuần mỗi quý; toàn bộ thời gian còn lại nó không hề hiện diện ở xưởng
- Khía cạnh khắt khe nhất của sự ổn định mà TPS đòi hỏi chính là tính ổn định về tổng tải trọng mà các đơn hàng đặt vào các nguồn lực khác nhau. Các đơn hàng của Toyota tương đối ổn định, thế nhưng Toyata buộc phải thiết lập một chế độ tiếp nhận đơn hàng (và hứa hẹn giao hàng) để hạn chế các thay đổi nhập nhằng từ tháng này sang tháng khác. Hầu hết các công ty sản xuất không thể thực thi những điều kiện thuận lợi như vậy với khách hàng của mình.
Giả sử là ở hầu hết các công ty, các đơn hàng không hề trước sau đồng nhất. Nhiều khả năng là tải trọng trong tuần này đối với một trung tâm gia công thấp hơn hẳn so với năng lực cuảnos, thế nhưng đến tuần sau tải trọng lại cao hơn so với năng lực của nó. Ở trường hợp rất phổ biến này, hệ thống Kanban, vốn nhằm ngăn chặn sản xuất trước điểm cần thiết - sẽ dẫn tới tình trạng đơn hàng bị trễ hạn giao vào tuần thứ hai.
Khái niệm dòng hàng chung của Henry Ford và Taiichi Ohno
- Cải tiến dòng hàng (tương đương với thời gian chờ hàng) là mục tiêu chủ yếu trong các hoạt động.
- Diễn giải thành một cơ chế thực tế chỉ dẫn xem khi nào thì không sản xuất (ngăn tình trạng sản xuất thừa)
- Ford sử dụng không gian
- Ohno sử dụgn kho hàng
- Hiệu suất cục bộ phải bị loại bỏ.
- Một quy trình tập trung để cân bằng dòng hàng buộc phải thiết lập.
- Ohno áp dụng cách từ từ giảm bớt số lượng thùng chứa, rồi từ từ giảm bớt số lượng chi tiết trong mỗi thùng chứa.
Tập trung vào dòng hàng và bỏ qua chi phí cục bộ
- Mức chi phí bình quân của mỗi đơn vị thấp hơn nhiều. Khi loại bỏ hiệu suất cục bộ dẫn tới hiệu quả cao hơn nhiều của toàn bộ lực lượng lao động.
- Nếu điều này là lạ lùng thì do các nhà quản lý chưa tiếp thu được khác biệt căn bản trong việc định hướng các hoạt động tập trung vào cải tiến thông lượng, hơn là tập trung vào tiết giảm chi phí.
- Một trong những hệ quả nảy sinh từ việc tập trung vào cắt giảm chi phí là gần như mọi sang kiến nhằm nuôi dưỡng một quy trình cải tiến liên tục sẽ nhanh chóng chạm tới mốc hiệu suất giảm dần, kết quả là nhiều sáng kiến chỉ còn là những lời đãi bôi.
Tầm quan trọng của dòng hàng trong môi trường bất ổn
Tác động của dòng chảy cải tiến ở những môi trường bất ổn thì sao ?
- Sự bất ổn của dòng đời sản phẩm: khi dòng đời sản phẩm ngắn, hàng sản xuất thùa có thể trở thành phế phẩm. Vì dòng đời ngắn, thời gian chờ hàng dài dẫn đến tình trạng bỏ lỡ nhu cầu thị trường.
- Sự bất ổn về nhu cầu thời gian trung bình trên một sản phẩm: khi số lượng SKU lớn mà nhu cầu rải rác, đó là giảm thiểu rắc rối bằng cách cố gắng thoả mãn nhu cầu bằng kho hàng dự trữ. Khi kho hàng thành phẩm lớn, tốc độ quay vòng chậm song hành cùng mức độ khan hiếm cao.
Một hệ thống sản xuất đủ khả năng tổ chức nhà xưởng đến mức có thể đạt được dòng hàng tốt hơn nhiều sẽ gây tác động cực lớn lên những môi trường như vậy.
- Sự bất ổn trong tổng tải trọng: Tình trạng quá tải tạm thời ở nhiều nguồn lực khiến cho các công ty thường có tỷ lệ giao hàng đúng hạn khá thấp (dưới 90%) và kết quả là họ có xu hướng bổ sung năng lực. Kinh nghiệm cho thấy rằng khi những công ty đó thành công với việc cải thiện đáng kể dòng hàng, không chỉ tỷ lệ giao hàng đúng hạn đạt mức trên 90%, mà năng lực dư thừa cũng lộ ra, có thể cao tới mức 50% /Mabin, Victoria J & Baldarstone, Steven j., The World of the Theory of Constraint, CRC Press LLC, 2000.